
| YK-101裁切机主轴伺服版 |
| 发布日期:2022/3/23 13:19:00 点击数:224 次 |
 |
无锡海利达自动化仪器厂YK-101触摸屏控制系统使用说明书(裁切机主轴伺服)
YK-101控制系统为全数字触摸式控制系统,该系统采用高性能芯片.7寸液晶显示屏.触摸屏等高数字化产品。外观独特,界面新颖,操作简单,抗干扰能力极强。现已广泛用于塑料制袋机、横切机、全自动无纺布制袋机.全自动编织袋制袋机、圆织机等领域。 本系统输入16个点(包括2路高速测速端口),输出16个点,外加4路模拟量输出。可同时控制主电机(伺服电机或步进电机)送料电机(伺服电机或步进电机)。运行时送料电机将料送结束后,主机切刀电机跑定长脉冲曲线,从高位开始切料,将材料切断,联机开关控制是否检测放料信号。内设有风机开关,手动调标按键等。
二、简介 系统设置:按此键输入正确的密码,方可进入。
三、主页 长度设定:显示制袋所设定长度,单位:毫米(也可以当按键直接调节长度) 计数/清零:单批次累计到一批个数结束时,个数自动归零;按“计数/清零”键清零清个数。 批数/清零:一批结束后,批数加“1”, 总数/清零:个数每加一个,总数加“1”;按“总数/清零”键清零总数。 空白/深色/浅色:三种状态切换。 空白:指光电忽略色标光电传感器信号; 深色:指跟踪印刷制品时,以深颜色的色标点为跟踪点; 浅色:指跟踪印刷制品时,以浅颜色的色标点为跟踪点。 每批个数:一批设定的个数,提前5个报警。单位:个 手动操作:点击进入手动操作界面。 点进:在停止状态下,手动伺服(步进)电机正转。 点退:在停止状态下,手动伺服(步进)电机反转,在运行状态下此键变为“补数”,按此键计数减1。 送料连动:在停止状态下,手动伺服(步进)电机一直正转。 切刀单动:在停止状态下,切刀伺服(步进)电机正转一圈。 调标:在停止状态下,输出色标校准信号。 复位:系统不能正常工作时,按此键程序重新启动,也可以做紧急停机用。 运行:按此键,主机正常运行。(长按3秒左右) 停止:按此键,霍尔开关GK1检测到高位停机信号;主机自动停机。 状态显示:运行/停止/切刀降速/暂停/脱标/完料,六种状态切换显示。 运行:按启动键后显示“运行”。 停止:通电后一直显示“停止”。 暂停:当机型选择“暂停”时一批结束停机N秒后主机自动开机。 脱标:在制作印刷制品时没有跟踪到色标点显示“脱标”。 四、设置  不停/暂停/停机:“不停”:一批结束主机不停,继续正常工作。 “暂停”:一批结束主机暂停,停到暂停时间结束,主机自动开机。 “停机”:一批结束主机自动停机后不再运行,手动按启动键方可运行。 先切后送/先送后切:“先切后送”:按启动键,主机先运行,GK1霍尔开关检测到伺服(步进)电机的送料信号,伺服(步进)电机开始送料。 “先送后切”:按启动键,伺服(步进)先送料,送料结束后主机再运行。 切刀设置:点击此键进入切刀设置界面。 恢复出厂:按此键恢复出厂设置(慎用)。 副菜单:点击此键进入副菜单界面。 每批个数:一批设定的个数,提前5个报警。单位:个 暂停时间:当机型选择暂停,一批结束后主机自动停机所设定的时间。 送料速度:送料伺服(步进)电机的加减速时间,设定越大,伺服(步进)电机起步越快。 切刀速度:切刀伺服(步进)电机的加减速时间,设定越大,伺服(步进)电机起步越快。 色标范围:制作彩色制品时,伺服(步进)电机以恒定的速度寻找色标点的范围(即色标光电在『长度—设定的色标范围长度』范围内寻找色标,寻至『长度+设定的色标范围长度』。 色标提前范围:制作彩色制品时,伺服(步进)电机在料送结束之前,提前以恒定的速度寻找色标。 联机延时:检测到放料开关信号时,主机暂时停止,等待放料开关信号没有时,再延时该时间后主机继续运行。 总数停机个数:总数停机设置个数,总数到达设定个数时停机。 送料角度:切刀从高位转到送料角度时,送料伺服(步进)电机开始转动。 联机开/关:控制是否打开联机检测动作。 风机开/关:控制风机信号是否输出。
五、副菜单 色标范围:制作彩色制品时,伺服(步进)电机以恒定的速度寻找色标点的范围(即色标光电在『长度—设定的色标范围长度』范围内寻找色标,寻至『长度+设定的色标范围长度』。 色标提前范围:制作彩色制品时,伺服(步进)电机在料送结束之前,提前以恒定的速度寻找色标。 频率上限:伺服(步进)电机的最高转速,设定越大,伺服(步进)电机的转速越快。 胶辊周长:伺服(步进)电机带动橡胶辊转一圈的长度。 报警个数:一批结束前提前N个报警。 点进速度:伺服(步进)电机的点进/点退时的速度,设定越大,伺服(步进)电机的转速越快。 寻标频率:伺服(步进)电机追色标时的速度,设定越大,伺服(步进)电机的转速越快。 外接启动延时:点击外接启动按钮时,持续该时间后主机开始启动。 脱标个数:设定N个,制作彩色制品时,跟踪N次色标点,跟踪不住自动停机。 屏保时间:主机运行状态下,在主界面停留此时间进入屏保状态。(设置0则屏保无效) 整圈步数:伺服(步进)电机转一圈所需要的脉冲个数。 曲线选择:1~9,步进电机默认1,伺服电机默认6 安全保护开/关:检测到安全保护信号时,系统显示故障并停机。 六、手动操作 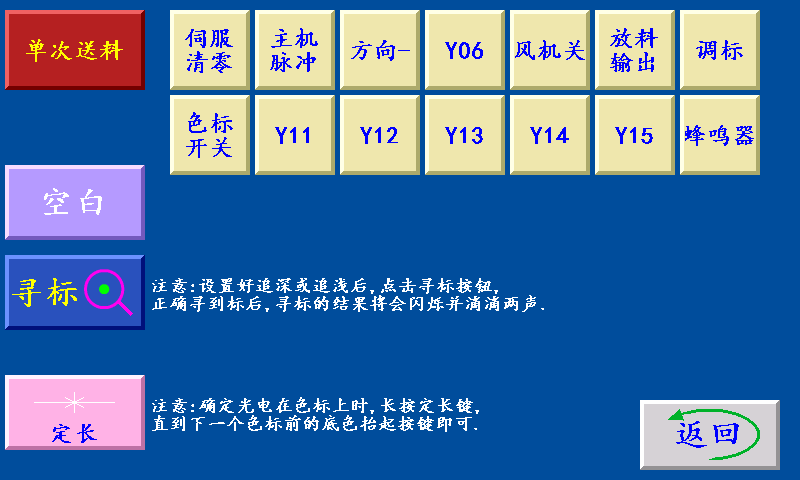
单次送料:停机状态下,点击此键,送一次料后停止。 寻标:当‘寻标’键选择“深色/浅色”时按此键,伺服(步进)电机一直转到深色的色标点自动停转时,设置为“追深”;伺服(步进)电机一直转到浅色的色标点自动停转时,设置为“追浅。 当‘寻标’键选择“空白”时,按此键无效 (注释:黄色按键在停机状态下,测试脚位是否正常)
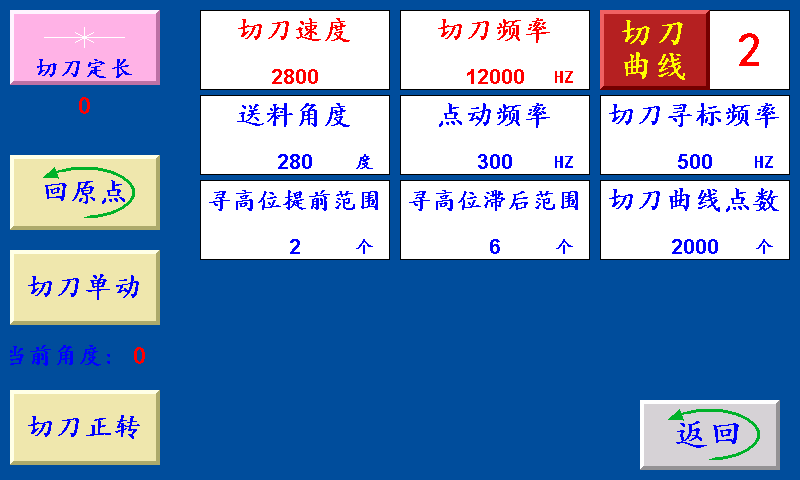
七、切刀设置界面 切刀速度:切刀伺服(步进)电机的加减速时间,设定越大,伺服(步进)电机起步越快。 切刀频率:切刀伺服(步进)电机的最高转速,设定越大,伺服(步进)电机的转速越快。 曲线选择:1~9,步进电机默认1,伺服电机默认6 送料角度:切刀从高位转到送料角度时,送料伺服(步进)电机开始转动。 点动频率:切刀伺服(步进)电机的点进/点退时的速度,设定越大,伺服(步进)电机的转速越快。 切刀寻标频率:切刀伺服(步进)电机寻高位时的速度,设定越大,伺服(步进)电机的转速越快。 寻高位提前范围:切刀进入寻高位动作后,提前进入寻高位的脉冲数。 寻高位滞后范围:切刀进入寻高位动作后,寻高位的脉冲个数。 切刀定长:在停止状态下,测出切刀伺服(步进)电机转一圈所需要的脉冲数。 回原点:在停止状态下,切刀伺服(步进)不在原点时,切刀伺服(步进)电机回到原点。 切刀单动:在停止状态下,切刀伺服(步进)电机正转一圈。 八、输入传感器逻辑关系图 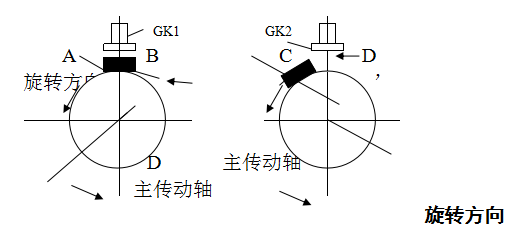
A ,开始送料位置,此时切刀向上运动,刚离开底刀,步进电机可顺利地将被制料送出(图1)。 B, 高位停机位置,此时切刀向上运动,至最高点,停机,可使烫切刀不致于破坏被制料(图2)。 C ,拖料极限位置,此时切刀向下运动,刚到底刀处,此时步进电机不能再送料,否则,被制料会堵于刀内或拉断(图3)。 D, 整本脱袋位置,此时切刀向下运动,刚到最低点,整本机在此位置将拉针拔出,再把整本制品推出(图4)。 A’取样逻辑位置,位于A与D之间。 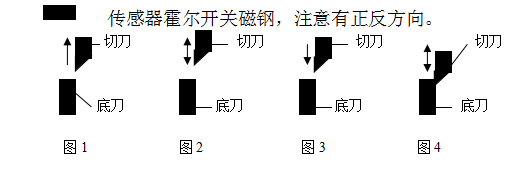
九、外接附件 1、 霍尔开关 红:+24V;黑:GND;黄:输入信号 2、 色标光电 红:+24V;黑:GND;白或绿:输入信号 3、 蜂鸣器 红:+24V;黑:蜂鸣器信号
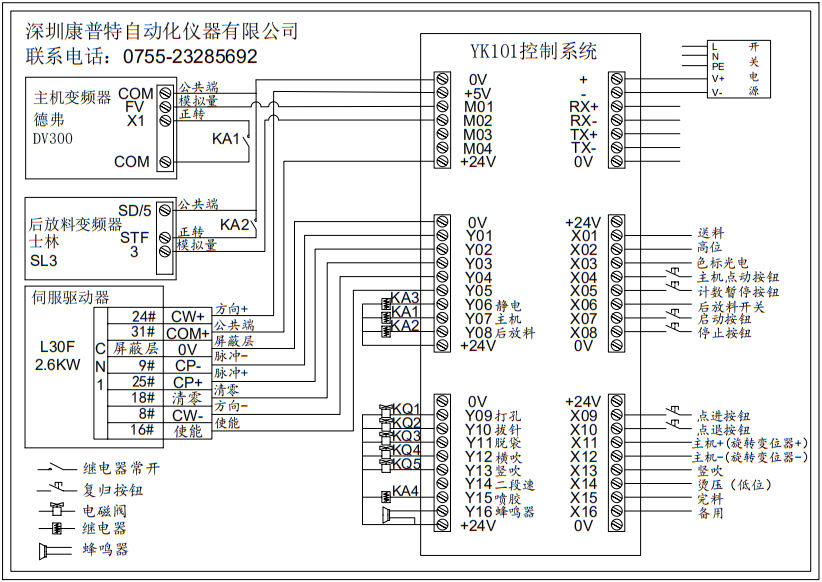
十、外部接线
输入信号接线端子(0V) 输出信号接线端子(0V)
01,+(DC24V接入) 01,0V 02,- 02,+5V 03,RX+ 03,M01 备用模拟
04,RX- 04,M02 放料模拟 06,TX- 06,M04 备用模拟 07,0V 07,+24V
01,+24V 01,0V 02,X01 GK1高位 02,Y01 (CP-脉冲) 03,X02 03,Y02 (CP+脉冲) 04,X03 色标光电 04,Y03 伺服清零 05,X04 外接切刀点动 05,Y04 切刀脉冲 06,X05 06,Y05 (CW-方向) 07,X06 放料开关 07,Y06 08,X07 外接启动 08,Y07 风机输出信号(0V) 09,X08 外接停止 09,Y08 放料输出信号(0V) 10,0V 10,+24V
01,+24V 01,0V 02,X09 外接点进 02,Y09 色标校准(0V) 03,X10 外接点退 03,Y10 色标开关(0V) 04,X11 04,Y11 05,X12 05,Y12 06,X13 安全保护1 06,Y13 运行指示灯(0V) 07,X14 安全保护2 07,Y14 暂停指示灯(0V) 08,X15 外接急停 08,Y15 停止指示灯(0V) 09,X16 09,Y16 蜂鸣器(0V)
10,0V 10,+24V ----------------------------------
公司名称:无锡海利达自动化仪器厂 电话:0510-85500218
|



上一个:YK-101多功能无拉伸高位版 下一个: YK-101七个打孔版