无锡海利达自动化仪器厂
YK-101触摸屏控制系统
使用说明书(上拉头极限版)
一、概述
YK-101控制系统为全数字触摸式控制系统,该系统采用高性能芯片.7寸液晶显示屏.触摸屏等高数字化产品。外观独特,界面新颖,操作简单,抗干扰能力极强。现已广泛用于塑料制袋机、横切机、全自动无纺布制袋机.全自动编织袋制袋机、圆织机等领域。
本系统输入16个点(包括2路高速测速端口),输出16个点,外加4路模拟量输出。可同时控制主电机(三相异步电机)送料电机(伺服电机或步进电机),放料电机(直流电机或三相异步电机),实现真正意义上的三个电机同步运行。即全自动加速功能,主机速度和后放料速度数据同时换算后速度自动分配。增加上拉头功能和补偿电机(伺服电机或步进电机),有合拉链、压拉链、打拉头、中压、打扁等开关量。
二、简介

English/中文:中文和英文界面切换按键。
系统设置:按此键输入正确的密码,方可进入。
三、主页

长度设定:显示制袋所设定长度,单位:毫米(也可以当按键直接调节长度)
补偿长度:每隔一次送料,制袋所设定长度加补偿长度作为补偿,单位:毫米
主机速度:控制主机加减速快慢。
计数/清零:单批次累计到一批个数结束时,个数自动归零;按“计数/清零”键清零清个数。
批数/清零:一批结束后,批数加“1”,
总数/清零:个数每加一个,总数加“1”;按“总数/清零”键清零总数。
空白/深色/浅色:三种状态切换。
空白:指光电忽略色标光电传感器信号;
深色:指跟踪印刷制品时,以深颜色的色标点为跟踪点;
浅色:指跟踪印刷制品时,以浅颜色的色标点为跟踪点。
点进:在停止状态下,手动伺服(步进)电机正转。
点退:在停止状态下,手动伺服(步进)电机反转,在运行状态下此键变为“补数”,按此键计数减1。
复位:系统不能正常工作时,按此键程序重新启动,也可以做紧急停机用。
运行:按此键,主机正常运行。(长按3秒左右)
停止:按此键,霍尔开关检测到X01停机信号;主机自动停机。
状态显示:运行/停止/超速/暂停/脱标/完料,六种状态切换显示。
运行:按启动键后显示“运行”。
停止:通电后一直显示“停止”。
超速:主机速度过快步进(伺服)电机送料还没有结束时,主机停机显示“超速”。
暂停:当机型选择“暂停”时一批结束停机N秒后主机自动开机。
脱标:在制作印刷制品时没有跟踪到色标点显示“脱标”。
完料:当主机运行,X15检测到断料信号时,蜂鸣器报警,主机停机,显示故障“完料”。主机停止状态下X15检测到断料信号时,蜂鸣器报警,显示故障“完料”。(按“停止”清除故障)
四、设置

不停/暂停/停机:“不停”:一批结束主机不停,继续正常工作。
“暂停”:一批结束主机暂停,停到暂停时间结束,主机自动开机。
“停机”:一批结束主机自动停机后不再运行,手动按启动键方可运行。
先切后送/先送后切:“先切后送”:按启动键,主机先运行,GK1霍尔开关检测到伺服(步进)电机的送料信号,伺服(步进)电机开始送料。
“先送后切”:按启动键,伺服(步进)先送料,送料结束后主机再运行。
放料设置:点击此键进入放料设置界面。
屏保时间:主机运行状态下,在主界面停留此时间进入屏保状态。(设置0则屏保无效)
恢复出厂:按此键恢复出厂设置(慎用)。
副菜单:点击此键进入副菜单界面。
整本预置:一批设定的个数,提前5个报警。单位:个
暂停时间:当机型选择暂停,一批结束后主机自动停机所设定的时间。
送料速度:伺服(步进)电机的加减速时间,设定越大,伺服(步进)电机起步越快。
频率上限:伺服(步进)电机的最高转速,设定越大,伺服(步进)电机的转速越快。
胶辊周长:伺服(步进)电机带动橡胶辊转一圈的长度。
高位延时:在停机的时候,主机上升的最高位的位置。该设定值越大,停的位置越高。
占空比例:“自动送料”时,主机运行一个周期送料所占的时间比例。
打孔开/关:控制是否需要输出打孔信号。
自动加速关/自动加速开:
自动加速关:自己调节送料速度
自动加速开:根据设定的袋长等自动调节送料速度
五、副菜单

色标范围:制作彩色制品时,伺服(步进)电机以恒定的速度寻找色标点的范围(即色标光电在『长度—设定的色标范围长度』范围内寻找色标,寻至『长度+设定的色标范围长度』。
色标提前范围:制作彩色制品时,伺服(步进)电机在料送结束之前,提前以恒定的速度寻找色标。
打孔延时:送料结束后延时此参数设定的时间后打孔信号输出。
打孔时间:伺服(步进)电机转结束,打孔电磁阀工作的时间。
脱袋时间:一批结束后延时“拔针延时”加“拔针时间”的时间后脱袋信号输出,时间结束后跟拔针信号一起断开。
报警个数:一批结束前提前N个报警。
点进速度:伺服(步进)电机的点进/点退时的速度,设定越大,伺服(步进)电机的转速越快。
寻标频率:伺服(步进)电机追色标时的速度,设定越大,伺服(步进)电机的转速越快。
点动频率:停止状态下,X04(点动)收到信号时,Y07主机信号输出,切刀上下运行,速度由此参数调节。
二段速频率:主机运行时按停止键,主机切换成二段速停机,二段速速度由此参数调节。
外接启动延时:点击外接启动按钮时,持续该时间后主机开始启动。
脱标个数:设定N个,制作彩色制品时,跟踪N次色标点,跟踪不住自动停机。
整圈步数:伺服(步进)电机转一圈所需要的脉冲个数。
曲线选择:1~9,步进电机默认1,伺服电机默认6
主机系数:控制主机速度快慢。
主机修正手动/主机修正自动:
主机修正手动:手动调节主机系数来改变主机速度
主机修正自动:自动修正好主机速度对应的主机系数大小。
无补偿信号/有补偿信号:
无补偿信号:补偿送料伺服(步进)电机多走少走由主页上补偿长度控制。
有补偿信号:未检测到补偿信号时,补偿送料伺服(步进)电机多走“送料多走长度”,检测到补偿信号时,补偿送料伺服(步进)电机少走“送料少走长度”。
送料多走长度:未检测到补偿信号时,补偿送料伺服(步进)电机多走“送料多走长度”。
送料少走长度:检测到补偿信号时,补偿送料伺服(步进)电机少走“送料少走长度”。
六、手动操作
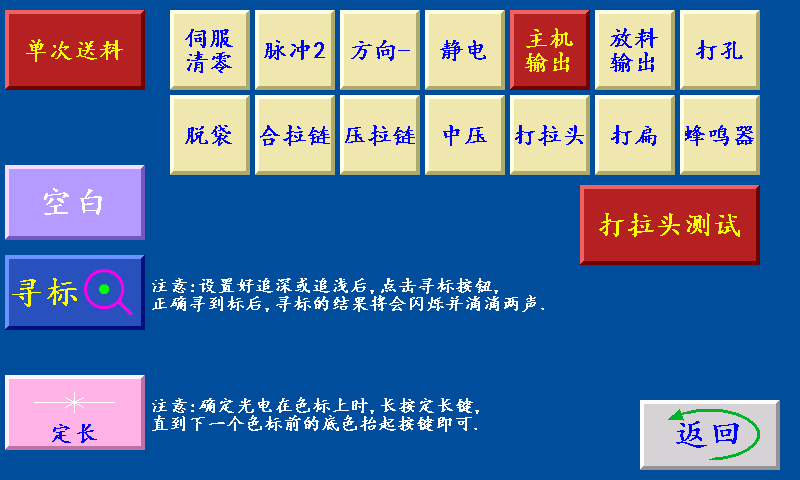
单次送料:停机状态下,点击此键,送一次料后停止。
寻标:当‘寻标’键选择“深色/浅色”时按此键,伺服(步进)电机一直转到深色的色标点自动停转时,设置为“追深”;伺服(步进)电机一直转到浅色的色标点自动停转时,设置为“追浅。
当‘寻标’键选择“空白”时,按此键无效
(注释:黄色按键在停机状态下,测试脚位是否正常)
七、放料设置界面
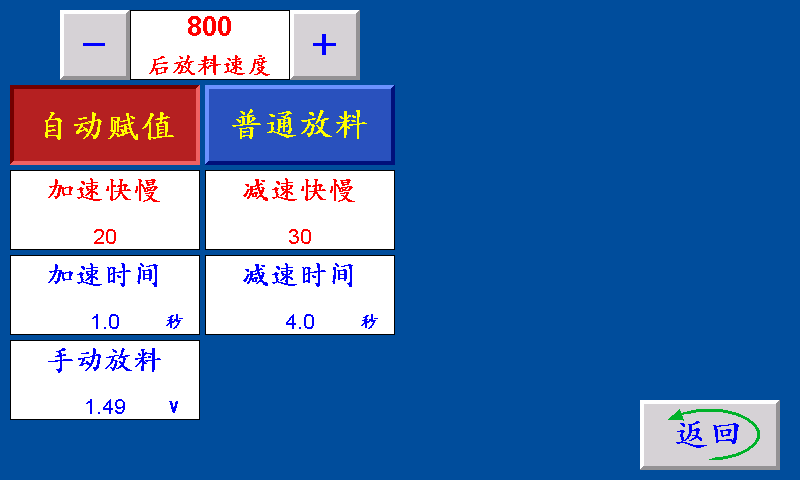
后放料速度:控制后放料电机的转速快慢。
手动放料:停机状态下,手动放料的速度。
放料修正:控制后放料电机的加减速快慢,设定值越小越快。
加速快慢:控制后放料速度加速变化的当量。
减速快慢:控制后放料速度减速变化的当量。
加速时间:控制后放料起步时变化的加速时间。
减速时间:控制后放料停止时变化的减速时间。
手动赋值/自动赋值:
手动赋值:后放料速度设定好后不会自动改变。
自动赋值:在运行时,后放料速度会自动调整到合适的速度值。
普通放料/减速放料:
普通放料:检测到放料开关信号时后放料减速,未检测到放料信号时后放料加速。
减速放料:未检测到放料开关信号时放料速度不变,检测到放料开关信号时减速。
八、上拉头设置界面
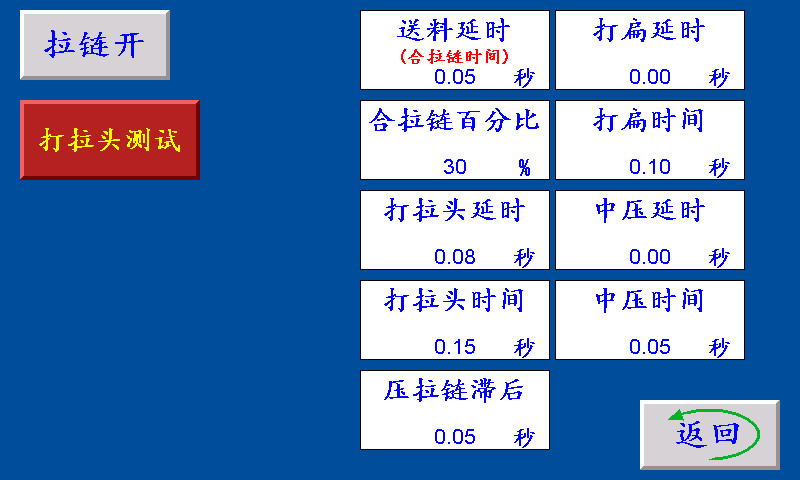
送料延时:下一次送料时,延时送料延时时间后开始送料。
合拉链百分比:由输入点X01送料信号控制合拉链信号输出,输出时间由此参数来设定调节。
打扁延时:送料结束后延时此参数设定的时间后打扁信号输出。
打扁时间:伺服(步进)电机转结束,打扁电磁阀工作的时间。
中压延时:送料结束后延时此参数设定的时间后中压信号输出。
中压时间:伺服(步进)电机转结束,中压电磁阀工作的时间。
打拉头延时:送料结束后延时此参数设定的时间后打拉头信号输出。
打拉头时间:伺服(步进)电机转结束,打拉头电磁阀工作的时间。
压拉链滞后:打拉头信号结束之后,再延时次参数设定的时间后,压拉链电磁阀再关闭。
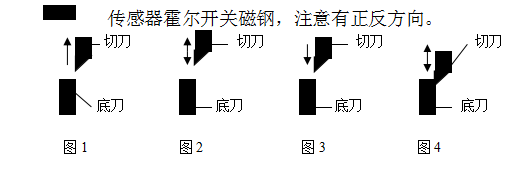
九、输入传感器逻辑关系图
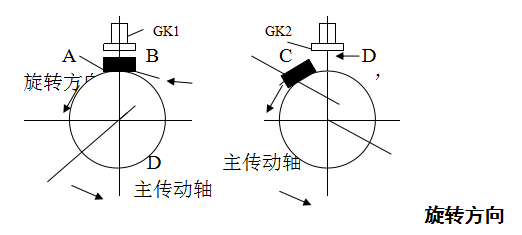
A ,开始送料位置,此时切刀向上运动,刚离开底刀,步进电机可顺利地将被制料送出(图1)。
B, 高位停机位置,此时切刀向上运动,至最高点,停机,可使烫切刀不致于破坏被制料(图2)。
C ,拖料极限位置,此时切刀向下运动,刚到底刀处,此时步进电机不能再送料,否则,被制料会堵于刀内或拉断(图3)。
D, 整本脱袋位置,此时切刀向下运动,刚到最低点,整本机在此位置将拉针拔出,再把整本制品推出(图4)。
A’取样逻辑位置,位于A与D之间。
十、外接附件
1、 霍尔开关 红:+24V;黑:GND;黄:输入信号
2、 色标光电 红:+24V;黑:GND;白或绿:输入信号
3、 蜂鸣器 红:+24V;黑:蜂鸣器信号
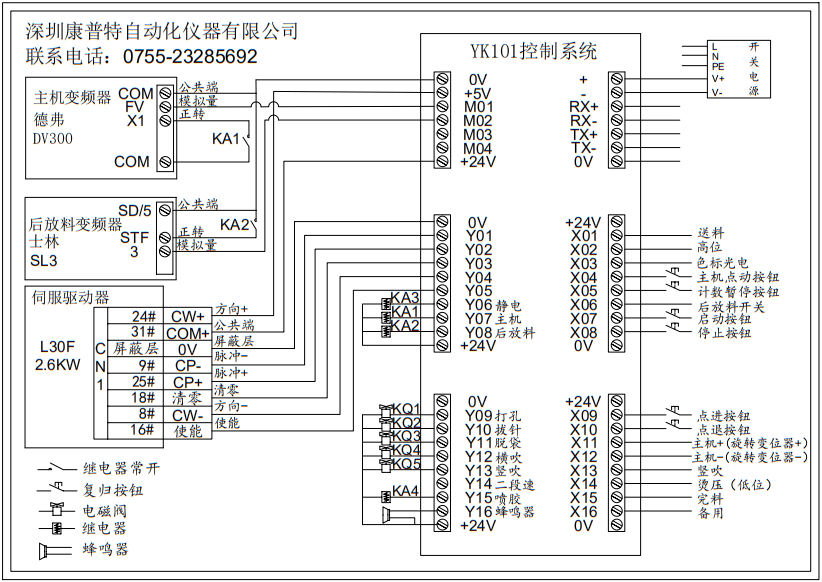
十一、外部接线
输入信号接线端子(0V) 输出信号接线端子(0V)
01,+(DC24V接入) 01,0V
02,- 02,+5V
03,RX+ 03,M01主机模拟
04,RX- 04,M02放料模拟
05,TX+ 05,M03备用模拟
06,TX- 06,M04备用模拟
07,0V 07,+24V
01,+24V 01,0V
02,X01 GK1送料 02,Y01 (CP-脉冲)
03,X02 GK2极限 03,Y02 (CP+脉冲)
04,X03 色标光电 04,Y03 伺服清零
05,X04 外接主机点动 05,Y04 CP2脉冲
06,X05 补偿 06,Y05 (CW-方向)(0V)
07,X06 放料开关 07,Y06 静电输出信号(0V)
08,X07 外接启动 08,Y07 主机输出信号(0V)
09,X08 外接停止 09,Y08 放料开关信号(0V)
10,0V 10,+24V
01,+24V 01,0V
02,X09 外接点进 02,Y09 打孔输出(0V)
03,X10 外接点退 03,Y10 脱袋输出(0V)
04,X11 主机+ 04,Y11 合拉链输出(0V)
05,X12 主机- 05,Y12 压拉链输出(0V)
06,X13 06,Y13 中压输出(0V)
07,X14 07,Y14 打拉头输出(0V)
08,X15 完料输入 08,Y15 打扁信号(0V)
09,X16 09,Y16 蜂鸣器(0V)
10,0V 10,+24V
----------------------------------
公司名称:无锡海利达自动化仪器厂
电话:0510-85500218
|

